- 909-393-0528
Chrome Rollers
Micro Finish on Chrome Rollers
March 2012
Overview
This article describes how a recent visit with a long-time customer led to a discussion of micro finishes on chrome rolls.
It explains the tools and methods to measure and deliver highly accurate roll profiles.
It also discusses how a ground-in finish is superior to a polished finish, and gives examples to illustrate the importance of the distinction.
The article also covers the key characteristics of a chrome roller and the importance of getting beyond the typical metric (Ra) used to measure the roughness of a roll.
The author's hope is that by sharing these points, he will create a document that provides some new information for those responsible for production processes utilizing chrome rolls, and which those experienced in these practices will find useful for sharing with others interested in learning more about how roll finishes impact quality and yield in production processes.
To download a PDF of this article, please click here.
A Visit with a Long-Time Customer
We recently had a meeting with a company that makes sophisticated optical film. And thinking back on the conversation reminded me I should probably point out to others some specialized abilities that Imperial Rubber Products has in applying micro finishes to chrome rollers. While we're in frequent communication with our customers, they may not all be familiar with some of the advancements our company has made in recent years to become an even more advanced source of high precision rollers.
During the discussion I said, "I'd like to show you a photograph of a new machine in our shop. Actually, we started with a brand new roll grinding machine, which as delivered from the original equipment manufacturer achieved pretty good tolerances. After it was installed by the OEM, we pulled it apart and had it reworked to achieve even more precise tolerances."
Accurate Roll Shape
Then I showed them the results produced by our TruShape™ Measurement System, because it was the most accurate roll shape I'd seen in years.
The owner of the company that manufactures this film has a Ph.D., and his chief engineer is a highly-regarded expert in his field. They have done business with Imperial Rubber Products for years. So they understand the finer points of these issues. But maybe we hadn't told them about our ability to finish chrome and metal surfaced rolls. Or perhaps because they've been with us for so long, that as we continually evolved our capabilities, they hadn't realized that we deliver other than rubber rolls.
In any case, the owner of the company looked at the TruShape™ report on the roll, and his engineer looked at the photograph I had brought. And they said, "That's a high-precision grinder. What kind of roller is it that's on there? That looks like a coating roller."
Sample Cross-Roll Profile
Performed by the TruShape™ Measurement System
Available from Imperial Rubber Products
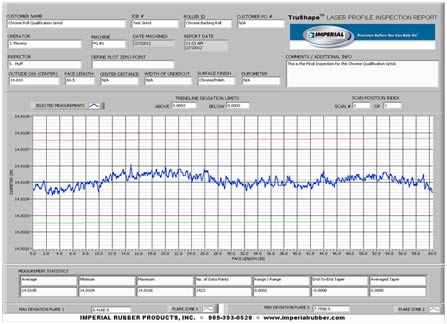
1,423 data points taken; all fall within 0.0002" over 70" chrome roll face
And they said, "That's a high-precision grinder. What kind of roller is it that's on there? That looks like a coating roller."
Chrome Roll after Micro Polish at Imperial Rubber Products

I explained, "Yes, this is a coating roller. Actually it's a coating roller off of a hot melt die coater."
"Wow. How accurate does that have to be?" they asked.
"Well, that's why I was going to show you this," I explained. The shape variation is within 0.0002" or less end to end, over a 70" roll face."
So the lead engineer looked at the picture and the TruShape™ report and says, "You can do this? This is your internal capability? "Yes, absolutely," I confirmed.
"Yes, absolutely," I confirmed.
So this long-time customer then went on to explain that they have a lot of rolls that have to be ground. And that actually they've been having a problem with trying to figure out how to get more accuracy and better turn-around time from their current supplier. So we're revisiting the TruShape™ and combining that with the new information about Imperial Rubber Products having a high-precision grinder. And if things proceed according to plan we should be delivering many more rolls to them for many more years.
Ground-in Finish Superior to Polished Finish
The thing to me that was important about this wasn't just that TruShape™ displayed the capability of the machine and process, but the fact that the finish on this roll, which happened to be a five micro-inch finish, was a ground-in finish, not a polished finish. [Surface finishes smoother than 5 Ra, (including a "mirror finish") can be achieved by polishing methods after a 5 Ra is achieved.]
People who are trying to coat very smoothly know that they can call a chrome roll supplier and get a roll that can measure very low finishes on a profilometer, smooth enough that you could shave in it.
But some of the more accurate coater companies who use those rolls can still find themselves putting the rolls into production and find problems.
They'll make comments to their roll manufacturer like, "The roll you delivered has a brilliant finish, and you provided a declarative statement saying that you've met all my tolerances, and I can measure the polish on them just as well as you can. But I'm getting coating defects. I've been through all the other possible causes of the problem. I think the issue is with your chrome roller, even with its great polish."
All Micro Finishes are not Equal
This is important to people who need these rolls to produce their end product, because the way most other roll companies get super-fine finishes on these rolls — like the 5µ-in (micro-inch) finish in the roll we were looking at — is they grind it to some intermediate number and then they spend many hours polishing the roll. But this just takes the peaks off. The microscopic valleys are still there, and quite visible if you're looking at the topography of the roll under magnification.
So they have merely lopped the tops of the peaks off. They've simply brought down the topography.
Alternatively, when you grind the finish onto the roll first, you may find the roll will measure the same when measured with a profilometer — but the customer gets a better result in production.
So customers ask, "How are you able to achieve superior results for us?" And we explain that we grind the finish into the roll. Doing this correctly requires the proper machine, and an elevated skill level from the person operating the machine. Taken together, that's craftsmanship. And our customers tell us they don't know anyone else in California, or in other western states, that can deliver such a high quality micro finish on a chrome roll.
Another Customer Needs Micro Finishes
Something similar came out of another conversation. This other company's people said to the supplier they were using at the time, "The polish that you give me on the roll meets all of my requirements, but the output from my coater isn't good enough, and I want you to explain to me what you can do differently as a roller company so that I don't see these lines in my coated product."
That raises a key issue with the chrome roller business. OEMs and users are primarily focused on one particular characteristic. And they all generally measure to that specification. When, in fact, it's the wrong characteristic. They should be looking at a different metric.
Key Characteristics of a Chrome Roller
Most people specify and look at Ra, the roughness average. So what surface finish or characteristic should customers look at to find out if a chrome roller is done well?
Actually there are quite a few options. The key is to use a measure that shows the relationship between the peaks and the valleys.
That's because Ra (as a governing surface finish), without going into a detailed technical explanation here, takes the absolute value of the numbers obtained from the measurement. Think about it this way. Say that we're standing on a beach at sea level, and looking at a mountain peak in the distance that's twelve thousand feet high. The mountain peak next to it is nine thousand feet high. And the mountain peak over there is at four thousand feet. If we were to empty out the ocean, from where we're standing to a similar distance as those mountain peaks are from us, the view would appear kind of similar, but mirrored the other way.
When a profilometer measures a roll in Ra, which is the specification that's on so many drawings, it collects data as it travels the surface of a roll. As it moves, that device looks like a phonograph needle tracing its way around an old record album. So a profilometer is simply an instrument used to measure the profile of a surface, in order to quantify its roughness.
As the measurement device moves across that surface and collects data, it uses an algorithm to take the absolute value of each number, such that it treats a negative five like a positive five because the absolute value is an integer — it's five.
Profilometer

Other Ways to Measure the Roughness of a Roll
Now what's not so widely known is that there are other measurements, which a lot of these devices are capable of taking, but not many people spend much time looking at them. The other ones, some of which are Rz, Ry (RMAX), Rt — each one has its own characteristic.
And those other measurements allow you to say, "Whoa, you can't ignore the relationship of those valleys to those peaks."
So if we were really trying to look at a roll from a topographical standpoint, if we were able to enlarge our view of the surface of a roller enough, you would see that it would look like the mountain peaks, sea level, and the valleys, described earlier.
Now if a typical roll grinding house got a request to make a roll so smooth you could shave in it, they would grind it to a point near the customer's final specification, and then take some height off the peaks. A supplier like that would take a sandpaper polisher or lapping device and polish the heck out of that roll. But that would simply result in truncating those peaks some more.
Then when the profilometer goes over the roll, it gives you confirmation that the roll has a heck of a polish, and that you can shave in it. But it doesn't speak to the valleys in the surface of the roll.
So when we're talking to someone who's coating something, we talk about the valleys carrying an unspecified and uncontrolled volume. That volume, taken together with the viscosity of the material, dictates how much goes out, sometimes leaving lines.
So people operating coating and laminating lines might say things like: "I'm seeing streaks in my coating;" or "Why do I see streaks in my coating?" or "Either I've got a perfectly smooth roll or I've got other coating defects."
And we explain to them that the source of the problem may be because their specifications called out only Ra.
Car Manufacturers' Problems with Micro Finishes on Chrome Rolls
You can see these kinds of problems if you look at the number of returns that car companies have had due to field failures of engines resulting from lack of oil in the cylinders. They have found evidence of engines seizing up when dealers would send cars back and say, "Hey, we've got problems. This customer has driven this car for thirty-five thousand miles, and it's already smoking" and on this other car "the engine seized up."
Well the problem came from the supplier of their engine blocks following the engine manufacturer's specification as to the surface finish needed on the inside of the cylinder which holds the oil.
Then car manufacturers' engineers would look at this and say something like, "Well, the supplier gave us a 16µ-inch Ra finish." But then they'd come back and say, "Yeah, but you know what, it's not holding enough oil." And what they realized was, "We're measuring the wrong value."
Now what we're discussing here is not easy to boil down into a concise statement. We've tried to demonstrate this with the graphic below. It suggests why Ra is useful, but also why it has limited value. Other measureable parameters are more meaningful if you're trying to control coating quality.
Simply stated, Ra misses things.
And thinking about a topographic map helps you get the point.
There was an article printed in Quality Magazine (www.qualitymag.com) several years ago, where they shared two illustrations of these points. The first graphic was black with an array of peaks and valleys (see below at left). And then they did a reverse of this (see below at right). And then they asked the question, "What's the difference in roughness between the two?" And the answer was: None.
Two Profiles with the Same Ra Value

As far as the profilometer's concerned, the two profiles above are the same — at least when measured by the Ra parameter.
Similarly you could have two rolls, with one having peaks twice as high and valleys twice as low, and you'd get the same roughness number. This was so obvious, the way they displayed it. So with credit to the people who gave me the ideas about how to illustrate this, I'm sharing similar graphics here.
In this graphic, you'd tend to think that the drawing on the right has a much rougher surface. But to a profilometer, it's not. The Ra value is the same for both profiles.
Wrapping Up our Discussion of Micro Finishes on Chrome Rollers
This article has pointed out the difference that micro finishes on chrome rolls can make in the quality of a finished product. We've also looked at how a ground-in finish is superior to a polished finish. And we've discussed the limitations in only looking at Ra as a measurement of the roughness of a roll. And we got all this from a conversation with a long-time customer who didn't realize the advancements in technical capability we have developed in recent years. So I look forward to my next conversation with a customer about the challenges of coating, laminating, converting, printing or painting with rollers. And if I get a similar reaction of interest to our capabilities, I'll write that up and share it too.
Discussions with a Qualified Partner
If you'd like to partner with a supplier who can deliver high-precision rolls consistently and on faster turn-around time than other sources, please contact me. Our company is implementing lean manufacturing principles and we're often holding kaizen events to continuously improve the way we create valuable deliverables for our customers. So thanks to this long-time customer, I'm realizing that we often have something new to discuss with customers and potential partners. And I'd welcome the chance to discuss these topics with you.
About the Author
Bob Schwartz is Vice President of Sales at Imperial Rubber Products, Inc. in southern California. He has over 25 years of experience in the roller and associated capital equipment industries, working with customers throughout North America. He can be reached at or (909) 393-0528.
About Imperial Rubber Products, Inc.
Based in Chino, California, Imperial Rubber focuses on manufacturing and reconditioning rollers for demanding applications. These precision products are used by printers, converters and manufacturers to convert, coat, paint, emboss, laminate, and squeegee. These companies typically work with primary materials such as paper, plastic, steel, aluminum, wood, glass, non-wovens, and textiles.
The company offers considerable product development and custom capabilities, fashioning rollers in a wide array of materials including rubber, polyurethane, silicone, nylon, Teflon™, Rilsan™, chrome, and copper. The company's facilities include its headquarters and main manufacturing facility in the southern California city of Chino (about 35 miles east of Los Angeles); a depot with local support in Sacramento, California; and a fleet of local and long-haul trucks. Imperial Rubber was founded in 1989. It is privately held and owned by operating management. Additional information is available at www.imperialrubber.com.
To download a PDF of this article, please click here.
Contact Us
Tell us your question and we'll reply fast!